acugrind-C
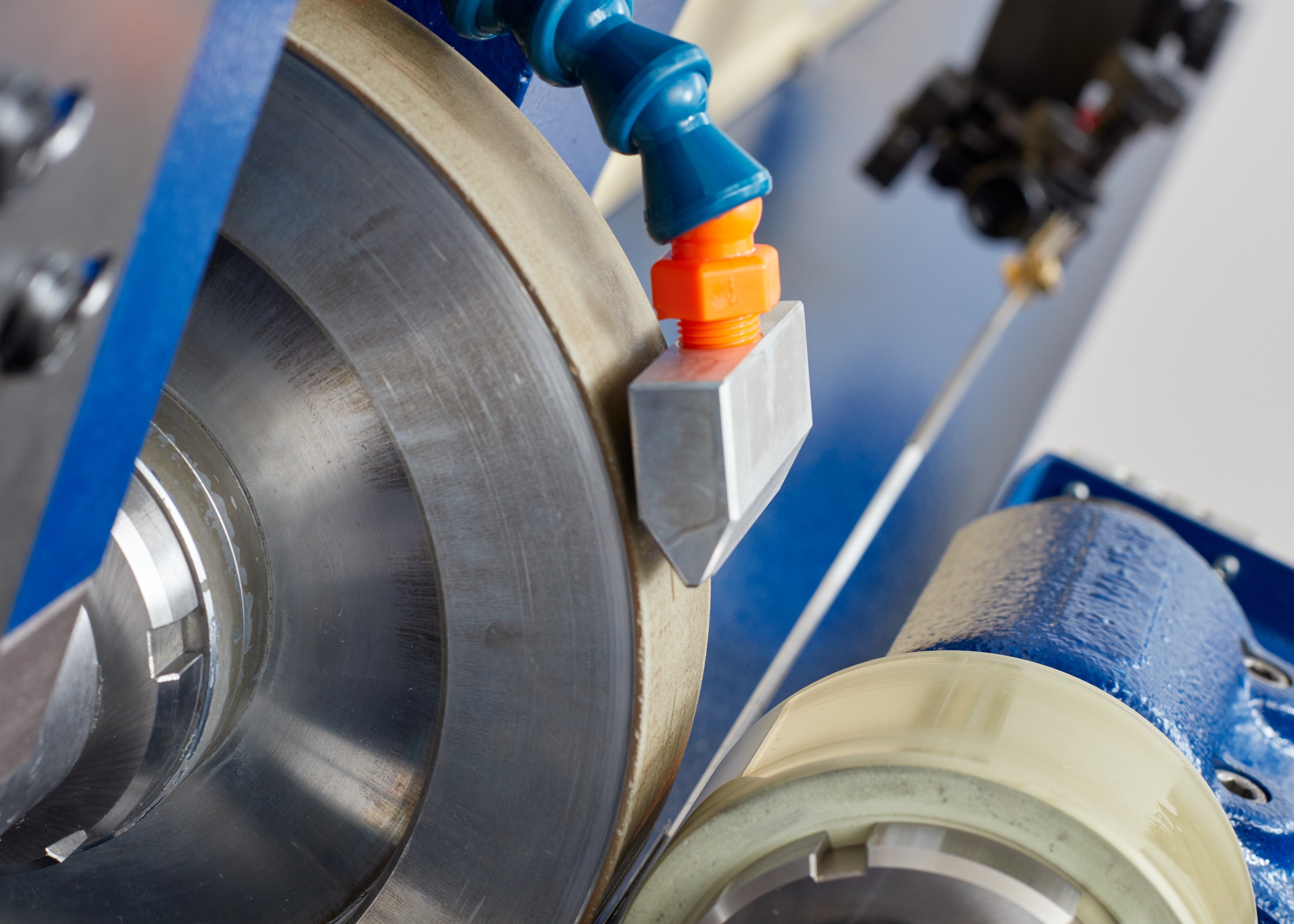
The acugrind-C is a centerless grinding machine designed to achieve, besides tight diameter tolerances, high concentricity accuracy (ID to OD). Parts typically ground on the machine are bushings or tubes. Prerequisite is an already existing accurate bore through where a high precision wire is pulled. The parts threaded onto this guiding wire form a processing chain of parts up to 1000 mm in length. The wire is mounted onto the oscillating axis of the machine.
The special process is used with hard material workpieces as ruby or sapphire bearings, ceramic connectors for fiberglass (ferrules), carbide guide bushings or stainless steel medical tubes, waterjet cutting orifices, permanent magnets for micro drives and injection nozzles.





Part OD
0.500 – 12.000 mm
Bore size (guiding wire)
0.100 – 6.000 mm
Maximum part or chain length
1000 mm
Grinding wheel dimensions
1A1 175 x 20-70 x 45mm (other dimensions are available upon request)
Process control
Siemens SIMATIC S7
Electrical specification
voltage 110VAC – 240VAC
frequency 50Hz – 60Hz
Dimensions (length x width x depth)
2700 x 800 x 1900 mm
Anwendungen
Carbide tubes

Werkstückdaten
| Material | Carbide |
| Innendurchmesser | 0.30 mm |
| Aussendurchmesser | 0.59 mm |
| Länge | 2.3 – 5.3 mm |
Drahthon-Prozessangaben
| Erreichte Toleranzen (Durchmesser) | 0 / + 0,0127 mm |
| Materialabtrag | 0.52 mm |
| Anzahl Teile / Aufspanung (=1 Arbor) | 150 pieces (5.3 mm each) |
| Zykluszeit / Arbor | 60 minutes |
| Zykluszeit / Teil | 24 seconds |
Bearing jewels
Ruby bearings are used in every mechanical watch. Together with the metal pins of the balance wheels they form a journal bearing.
Furthermore they are used in different counters.

Werkstückdaten
| Material | Ruby |
| Innendurchmesser | 1.605 mm |
| Aussendurchmesser | 2.653 mm |
| Länge | 1,88 mm |
Drahthon-Prozessangaben
| Erreichte Toleranzen (Durchmesser) | +/-0,002 |
| Materialabtrag | 0.147 mm |
| Anzahl Teile / Aufspanung (=1 Arbor) | 500 |
| Zykluszeit / Arbor | 83.3 minutes |
| Zykluszeit / Teil | 10 seconds |
Ceramic tubes

Werkstückdaten
| Material | Zirconium oxide |
| Innendurchmesser | 0.90 mm |
| Aussendurchmesser | 1.302 mm |
| Länge | 10.1 mm |
Drahthon-Prozessangaben
| Erreichte Toleranzen (Durchmesser) | 0/+0.004 mm |
| Materialabtrag | 0.6 mm |
| Anzahl Teile / Aufspanung (=1 Arbor) | 85 |
| Zykluszeit / Arbor | 30 miutes |
| Zykluszeit / Teil | 21 seconds |
Lieferbares Zubehör
| Dressing unit to dress the grinding wheel without dismounting it from the machine |
| Grinding wheels |
| Direction wheel |
| Blade holder |
| Dressing stone |
| System to mount workpieces onto the honing wire: acuthread |
| Guiding wire, gradation: 0.001 |
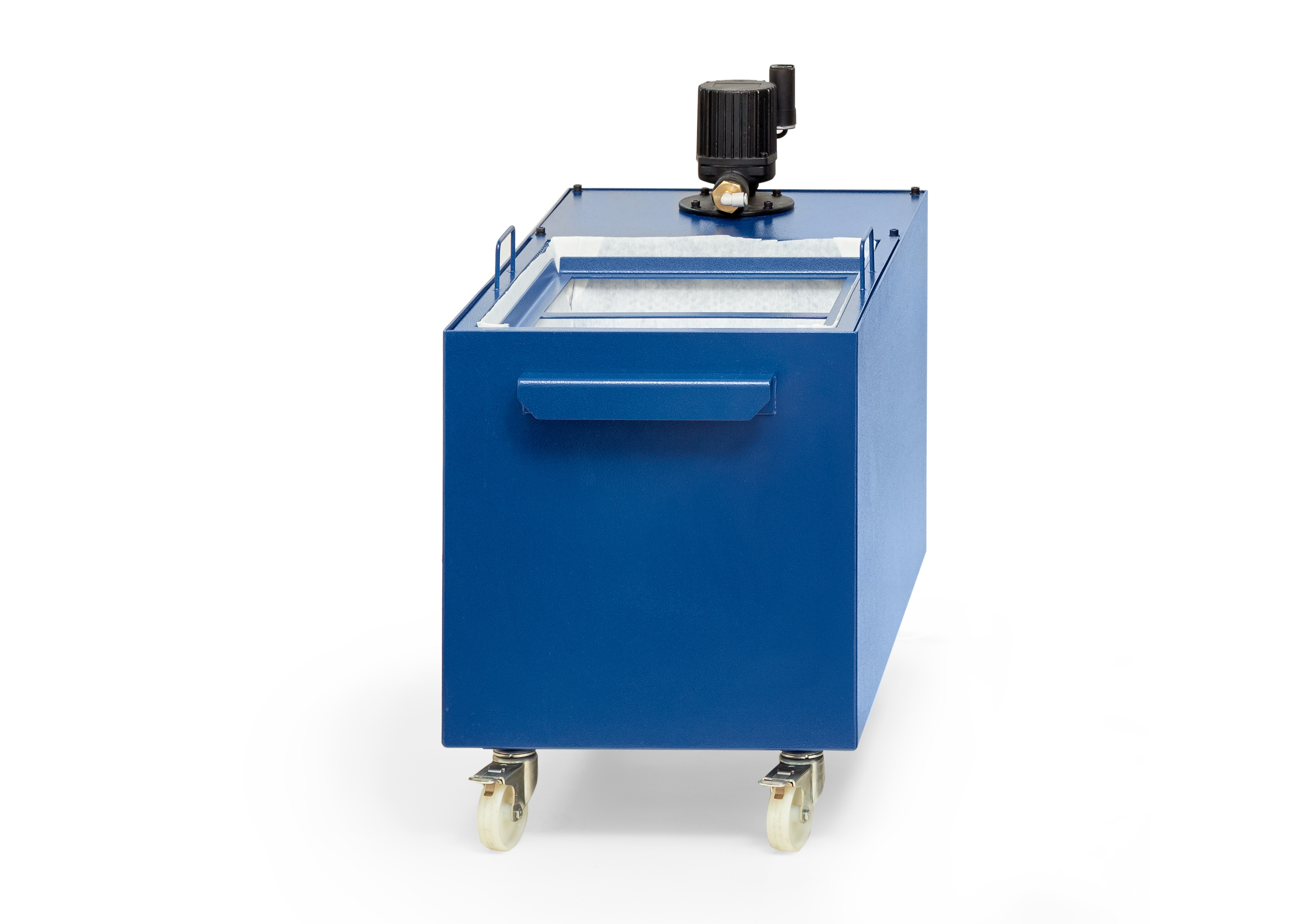
| Coolant unit |
Detailbilder